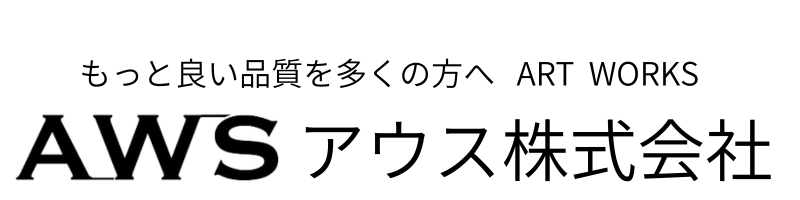
M.Bブリッジの前ロー着
使用焼付用金属(Au 75%, Pt Pd 合金)
使用ロー材(AT 1060℃)
同時2カ所の前ロー着
使用焼付用金属(Au 75%, Pt Pd 合金)
使用ロー材(AT 1060℃)
M.BとCRの後ロー着
使用金属(焼付用金属 Au 75%, Pt, Pd 合金)+(Au, Pd 合金)
使用ロー材(AT 760℃)

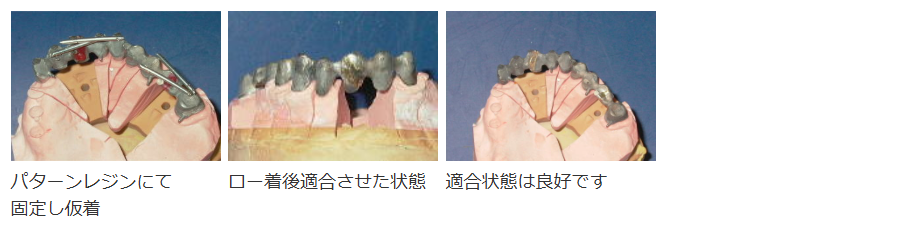
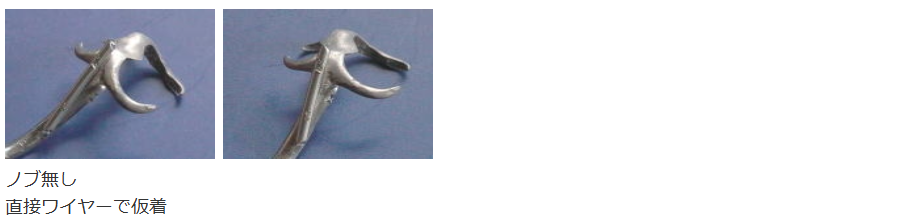
仮着用ノブの付与例
使用金属(Au 63% Ag, Cu ,Pt 合金)
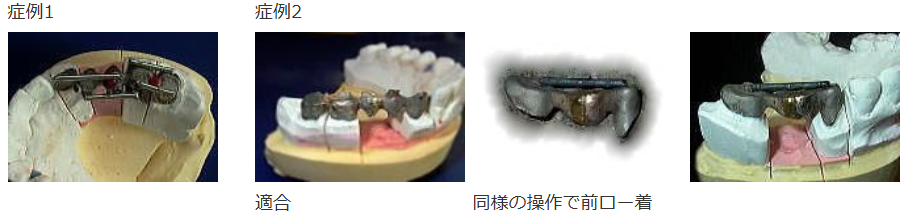
屈曲バーとクラスプの仮着
使用金属(Au 12% Ag, Pd 合金)+(Co-Cr)

狂いのないロー着をする為のヒント
後ロー着時には3~5㎜程度のノブをWAXの段階で付けます。
そのノブの中央部にわずかな突起を付け、1本のステンレス線を2カ所の接触点で仮着するとより強固に仮着出来ます。
単に連結する場合には、スプルー線の切断面を利用したり、CRを頬舌的に挟んで仮着します。
仮着線材(ステンレス線)は、1本でも可能であるが2本の方がより確実です。
”power6”で仮り着けをし”power7”以上で本仮着をします。その際、同じ回数、強さで行います。
ノブを付け忘れたり切断面を削ってしまった場合は仮着し易いところで。
キズは付きますが僅かですので修正可能な場所を選べば問題はありません。
酸化防止剤などを使用し加熱時間を短縮できれば、変形を最小限に抑えることができます。
仮着時”バチッ”と火花が飛ぶ時(ショート)は、仮着が不十分なのでやり直しをした方が良いです。
仮着線材がしっかり固定されているか指先で確認後、ロー着作業を開始します。
ロー着後、線材を指先で触れて外れるようであれば最初からのやり直してください。
数ヵ所同時にロー着する場合などは、特に最後全体を5秒間ほど赤熱してから終了します。
この操作はロー着時には常に行う(局部加熱による歪みを取り除く為)必要があると思われます。
Spot Welder S-1A
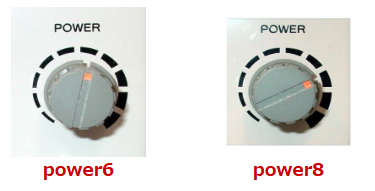
(power数値は参考値ですので使用金属の組成、肉厚などにより調節してください)